间苯二酚甲醛树脂液(简称 RF 液)是目前帘帆布浸渍行业普遍使用的树脂粘合剂,RF 的质量**终会影响浸胶的工艺性能和浸胶产品的粘合性能。除了少数使用预缩合树脂的厂家 外,G内厂家大多采用现场配制的方式生产,生产设备、工艺、配方以及控制条件各不相 同,控制基本依靠操作工的经验进行,大多数厂家尚未建立起有效控制 RF 及 RFL 反应的方 法,季节交替时易出现 RF 液缩合失控现象,导致漂渣、粘辊、胶屑、浆斑、发粘增稠、H 抽出低等问题的发生。结合多年 RFL 应用经验,笔者通过大量试验,研究了各种因素对 RF 及 RFL 反应的影响,发现 RF 树脂液的缩合程度是影响整个配胶和浸胶过程的关键因素。本 文重点探讨了温度对 RF 及 RFL 的影响,提出了切实可行的 RF 反应控制方法。
工业生产中,RF 树脂液缩合是在弱碱性水溶液中进行的。在催化剂 NaoH 的存在下,间 苯二酚与甲醛反应,先生成带有羟甲基的预缩合物,然后逐渐生成线性及体形结构,颜色逐 渐变深,PH 值逐渐降低,粘度逐渐变大,**终在浸渍帘布热处理时,树脂进行第二段缩合 形成稳固的三维结构。RF 树脂液随缩合程度的增加颜色由近乎无色变为枣红色。随着 RF 颜 色的加深,光线透过它的能力逐渐减弱,RF 树脂水溶液吸收可见光的能力,受树脂缩合物 与空气中的氧化合产物的醌结构的限制。随树脂缩合度增大,缩合产物被氧化的越多,RF 树脂液的光密度增加,吸收可见光的能力越大,因此,根据光线穿透 RF 树脂液能力的大小 可以判断它的缩合度的大小。 随 RF 树脂缩合反应的进行,溶液的 PH 值逐渐下降,一部分 NaoH 被消耗掉了,并且,随着反应的进一步深入,PH 值的降低将延缓。此反应可用坎尼查 罗反应说明,树脂中的甲醛参与了该反应,因此,也可以根据 PH 的变化来判断 RF 树脂液缩 合程度的大小。但必须要指出的是,在 NaoH 用量多的情况下(>0.5%),PH 值下降甚微,这种 情况下,很难用 PH 的变化来判断 RF 树脂液缩合程度的大小。
1.试验部分
1.1 原材料
间苯二酚,分析纯,纯度≥99.5%,天津市天新精细化工开发中心;甲醛,分析纯,
纯度≥37%,上海化学试剂厂;氢氧化钠,分析纯,纯度≥96%,上海化学试剂厂;氨水, 分析纯,纯度≥28%,上海化学试剂厂;软化水,自制,电导率<5µs/cm ;丁吡胶乳,淄博合 力化工有限公司 HL991S;丁苯胶乳,淄博合力化工有限公司 HL980。
1.2 仪器
722 型光栅分光光度计,北京光学仪器厂;PHS-3C 型
酸度计,
上海雷磁仪器厂;NDJ-1 型粘度计,上海天平仪器厂;XR-14 型机械稳定性测定仪,承德试验仪器厂;电子恒温水浴 锅,天津市泰斯特仪器有限公司;保温反应器,自制。
1.3 试验方法
RF 树脂液按如下配方配制:

软 化 水 235.8 氢氧化钠(10%) 3.0 间苯二酚 11.0 甲 醛 16.2 合 计 266.0
把上述 RF 液置于恒温水浴锅内和保温反应器内,设定不同的反应温度,测定不同温度 下时间与透射比、时间与 PH 值、时间与粘度的变化曲线,并测定了保温反应器内 RF 放热反 应的温度变化曲线。相应地检测了缩合度不同的 RF 树脂液配置的 RFL 液的机械稳定性和粘 度。RFL 的配制按如下配方进行:

RF 树脂液 266.0 丁吡胶乳 200.0 丁苯胶乳 50.0 氨 水 11.3 软 化 水 59.0 合 计 586.3
2.结果及讨论
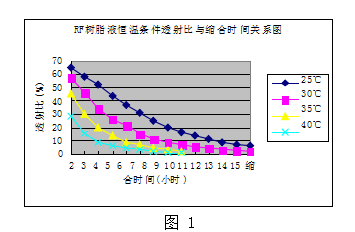
2.1 恒温条件下 RF 透射比变化见图 1
RF树脂液恒温条件透射比与缩合时间关系图
图1
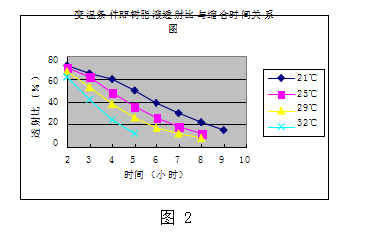
2.2 变温条件下 RF 透射比变化见图 2
变温条件RF树脂液透射比与缩合时间关系图
图2
由以上两图可以看出,随着 RF 缩合度的增大,RF 液越来越难以被光线穿透,表现为透 射比越来越小,颜色越来越深。随着反应温度的增加,曲线斜率越来越大,即温度越高 RF 反应越快。一般认为,RF 树脂液的透射比在 20%-30%为**佳。本文中所提变温条件是指 所列温度为 RF 树脂液初始温度,其在整个反应中的温度变化可参考图 6。


2.3 恒温条件下 RF 液 PH 值变化见图 3

恒温条件RF树脂液PH值与缩合时间关系图#p#分页标题#e#

缩合时间(小时)

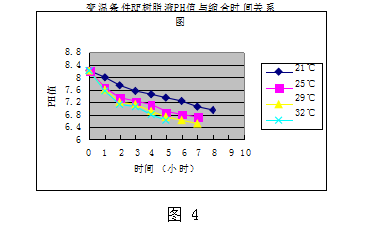
2.4 变温条件下 RF 液 PH 值变化曲线图 4
变温条件RF树脂液PH值与缩合时间关系图
PH 值的变化曲线呈现出与透射比曲线类似的趋势,随着缩合时间的增加,RF 液的 PH 值逐渐降低,前期降低速度快,后期降低幅度逐渐降低。温度越高,PH 值下降的越快;PH 值随 RF 树脂液缩合度的增大而降低。一般认为 PH 值在 6.5-7.0 为**佳。
2.5 恒温条件条件下 RF 粘度变化曲线图 5
恒温条件RF树脂液粘度与缩合时间关系图
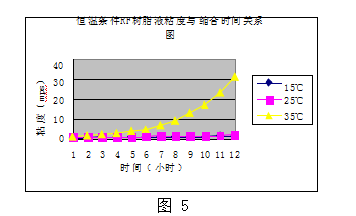
时间(小时)
图5
在低温条件下,RF 树脂液的粘度随时间变化很小,这可从 25℃及 15℃恒温反应粘度变 化曲线明显看出来,而在 35℃条件下,RF 液的粘度在反应 6 小时以后才开始明显增加。在 通常条件下,粘度变化难以作为考察 RF 树脂液缩合程度的指标,不具有实际参考意义。
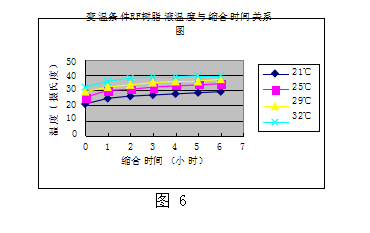
2.6 RF 反应过程中温度变化见图 6
变温条件RF树脂液温度与缩合时间关系图
图6
通过我们自制的保温反应器得到的 RF 树脂液放热反应的温度变化曲线与实际工业生产
极为相似,一般情况下 RF 树脂液温度增长幅度在 7℃-8℃。实际操作中,可能会受外界温 度和季节变化的影响。
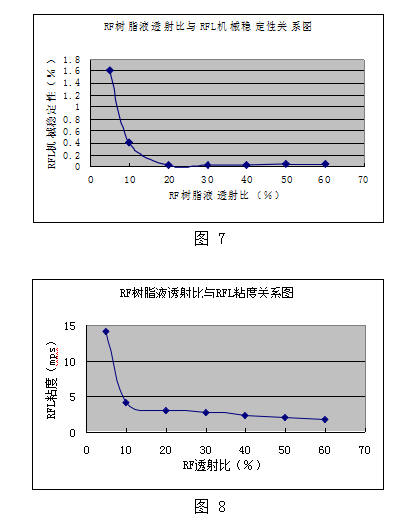
2.7 RF 透射比与 RFL 稳定性和粘度的见图 7、8
RF树脂液透射比与RFL机械稳定性关系图
0.8
RFL 的粘度增大和稳定性变差几乎同时开始,而且都有一个非常明显的临界点,透射比在 小于 20%以后,粘度和机稳迅速增加,粘辊严重,胶皮增加,粘度增大导致无法正常使用。
3.结论及建议
(1) 在配方不变的前提下,温度是影响 RF 缩合度的关键因素,是工业生产控制中的重中 之重。
(2) RF 的缩合度是影响 RFL 稳定性的关键因素。
(3) RF 的缩合度可以通过 RF 的透射比和 PH 值来反映。

(4) 实际工业生产中,有条件的厂家可以采取控制透射比的方法来控制 RF 反应过程,
透射比控制在不低于 20%,以 20%-30%为宜;条件不具备的厂家可以采用控制 PH 值的方 法来控制 RF 反应过程,PH 值控制在不低于 6.5,以 6.5-7.0 为宜。
(5) 季节变化时,控制好 RF 初始温度是防止出现生产波动的行之有效的办法,尽量保 持 RF 反应在比较温和的条件下进行。
(6) 根据我们的试验研究和应用经验,氨水滴定法仅在大量游离甲醛存在的条件下才有 效,如 25℃条件下 RF 反应 3 小时以后即不再有白色沉淀产生,而此时 RF 树脂液的缩合程 度远远不够,所以这个方法不能用做鉴定 RF 缩合终点。